


Cómo utilizar el epoxi WEST SYSTEM
preparacion de la superficie
Para obtener una buena adherencia, la superficie debe estar:
1. Limpia
Las superficies a encolar deben estar libres de contaminantes tales como grasa, aceite, cera o desmoldeante. Limpie las superficies contaminadas con Disolvente WEST SYSTEM 850. (Figura 6). Seque la superficie con toallitas de papel nuevas antes de que se seque el disolvente. Limpie las superficies antes del lijado para evitar repartir el contaminante y que penetre en la superficie. Siga todas las precauciones de seguridad al trabajar con disolventes.

Figura 6 Limpie la superficie. Utilice un disolvente, si es necesario, para eliminar todo contaminante.
2. Seca
Todas las superficies a encolar deben estar lo más secas posibles para una buena adherencia. Si es necesario, acelere el secado calentando la superficie a encolar con una pistola de aire caliente, un secador de pelo o una lámpara de calor (Figura 7). Utilice ventiladores para renovar el aire en sitios cerrados o estrechos. Tenga cuidado con la condensación si trabaja al aire libre o cuando cambia la temperatura del entorno de trabajo.
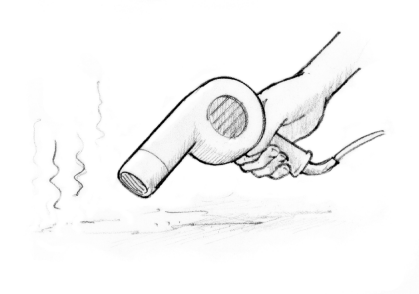
Figura 7 Seque la superficie. Deje que se sequen totalmente las superficies mojadas, o utilice calor o un ventilador para acelerar el secado.
3. Lijado
Lije a fondo las maderas duras y las superficies no porosas con papel de lija de óxido de aluminio de grano 80 para dejar un buen ‘agarre’ mecánico para el epoxi (Figura 8). Asegúrese de que la superficie a encolar sea sólida. Elimine toda escama, polvo, ampolla y recubrimiento antiguo antes de lijar. Elimine todo el polvo después de lijar.
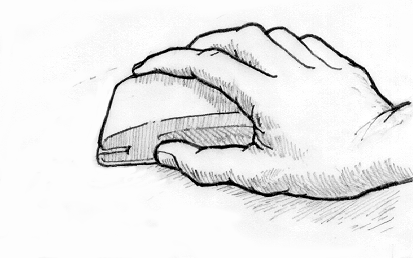
Figura 8
Lije las superficies no porosas. Proporcione una textura rugosa para que el epoxi se agarre mejor.
Estas tres operaciones son de máxima importancia – para obtener uniones de alta resistencia y duraderas, las superficies deben estar limpias, secas y lijadas a fondo después de eliminar todo recubrimiento antiguo de la superficie.
Enlace primario/secundario
Un enlace primario depende del enlace químico de las capas adhesivas, como por ejemplo la impregnación de laminado de fibra de vidrio en un molde. Todas las capas del adhesivo curan juntas en una única capa fusionada. El epoxi que se aplica encima de un epoxi parcialmente curado se enlazará químicamente con él, y constituye un enlace primario. La capacidad de formar un enlace químico disminuye a medida que la capa anterior de epoxi va curando, y la unión se convierte en enlace secundario.
El enlace secundario depende del enlace mecánico, no químico, de un adhesivo a un material o a una superficie de epoxi curado. El adhesivo debe “agarrarse” a poros o rayas en la superficie – una versión microscópica de una unión de cola de milano. Una preparación correcta de la superficie proporciona una textura que ayudará a unir el epoxi curado a la superficie.
Preparación especial para diversos materiales
Epoxi curado – Las manchas de amina pueden aparecer como película cerosa sobre las superficies de epoxi curado. Se trata de un subproducto del proceso de curado, y es más apreciable en condiciones climáticas frescas y húmedas. Las manchas de amina pueden embozar el papel de lija e inhibir las uniones posteriores, pero son solubles en agua y se eliminan fácilmente. Es razonable suponer que se habrán formado en cualquier superficie de epoxi curado.
Para eliminar las manchas, lave a fondo la superficie con agua limpia y una esponja abrasiva. Seque la superficie con toallitas de papel nuevas para eliminar las manchas disueltas antes de que se sequen en la superficie. Lije cualquier zona de brillo que quede con papel de lija de grano 80, y límpiela.
El lijado al agua también elimina las manchas de amina. Si se aplica un tejido desmoldeante (peel ply) sobre la superficie de epoxi fresco, las manchas de amina serán eliminadas cuando se retira el tejido desmoldeante del epoxi curado y no será necesario ningún lijado adicional.
Las superficies de epoxi que aún están pegajosas, es decir, que no se han curado totalmente, pueden recibir otra capa de epoxi o ser encoladas sin lavar ni lijar. Antes de aplicar recubrimientos que no sean epoxi (pinturas, pinturas para fondos, barnices, gelcoats, etc.), deje que las superficies de epoxi curen completamente, luego lave, lije, limpie y siga las instrucciones del fabricante del recubrimiento.
Maderas duras – Lije a fondo con papel de lija de grano 80 y elimine el polvo antes de aplicar el recubrimiento.
Teca/maderas aceitosas – Limpie la superficie con disolvente 850 de WEST SYSTEM o con acetona pura, y cuando el disolvente se haya evaporado, lije con papel de lija de grano 80. Limpie el polvo de lijado y luego humedezca la superficie con disolvente – el disolvente seca el aceite en la superficie y deja que el epoxi penetre en la madera. Asegúrese de que el disolvente se haya evaporado antes de aplicar el recubrimiento, pero aplique el epoxi en el plazo de 15 minutos después de aplicar el disolvente.
Maderas porosas – No es necesaria ninguna preparación especial, pero es aconsejable lijar con papel de grano medio para abrir los poros. Elimine el polvo.
Metales – Es necesario eliminar de los metales todos los tratamientos superficiales previos y los contaminantes, p.ej. óxido, mediante lijado con papel de lija grueso, por ejemplo de grano 80 o con granallado, dejando el metal desnudo y luego desengrasando completamente la superficie. Se recomienda el uso de un promotor de adherencia en sustratos metálicos no ferrosos. A continuación se detalla la preparación para los metales más comúnmente usados en la construcción de embarcaciones:
Acero dulce – Desengrase y luego lije a fondo (lo ideal sería un granallado), retirando toda contaminación para dejar expuesto el metal brillante. Aplique el epoxi lo antes posible y en todo caso en menos de cuatro horas después de preparar la superficie o imprime con una imprimación de epoxi adecuada.
Acero inoxidable – Desengrase y luego lije a fondo (lo ideal sería un granallado), retirando toda contaminación y el recubrimiento inoxidable para dejar expuesto el metal brillante. Aplique el epoxi lo antes posible y en todo caso en menos de cuatro horas después de preparar la superficie o imprime con una imprimación de epoxi adecuada. Luego lije (en húmedo) el epoxi en la superfice. Recubra o encole luego de que la primera capa gelifique.
Aluminio – El material no anodizado debe ser desengrasado y luego lijado o limpiado por ataque químico (una solución de ácido sulfúrico/bicromato de sodio o un compuesto comercial para la limpieza del aluminio).
Aluminio anodizado y aleaciones de aluminio anodizado – deben encolarse lo antes posible después del desengrasado y lijado y en todo caso en menos de 30 minutos.
Aleación de aluminio anodizado duro – debe ser decapado por granallado abrasivo o por ataque químico con solución de ácido sulfúrico/dicromato de sodio o un compuesto comercial para la limpieza del aluminio. El metal sin decapar no es adecuado para el encolado.
Poliéster/grp – Elimine toda contaminación con Disolvente 850 de WEST SYSTEM. Lije a fondo con papel de lija de grano 80 hasta obtener un acabado mate y elimine el polvo.
Ferrocemento – Elimine cualquier pintura o recubrimiento anterior mediante granallado de arena mojada – esto es menos agresivo que la arena seca y no debe dañar las superficies en buenas condiciones. Si después del granallado queda visible lechada en la superficie o herrumbre de la malla de refuerzo, entonces es necesario lavar con una solución diluida de ácido clorhídrico – agua clara con 4% – 5% de ácido clorhídrico. Lave a fondo con agua y deje secar completamente antes de aplicar el recubrimiento.
Hormigón – Elimine cualquier recubrimiento anterior y cepille con un cepillo de alambre duro. Elimine todo polvo y residuo antes de aplicar el recubrimiento.
Plástico – La adherencia varía. Si un plástico es impermeable a disolventes tales como la acetona, presentará en general una mala adherencia con el epoxi. Los plásticos blandos y flexibles, tales como el polietileno, el polipropileno, el nailon y el plexiglás, entran dentro de esta categoría. Los plásticos duros y rígidos, tales como el PVC, ABS, el policarbonato y estireno, proporcionan una mejor adherencia con una buena preparación de las superficies y un área de encolado adecuadas. Luego del lijado, se puede pasar una llama rápidamente por medio de un soplete o quemador, con cuidado de no fundir el plástico para mejorar así la adherencia.
Es recomendable llevar a cabo un test de adherencia sobre el plástico (o sobre cualquier otro material) cuando no se esté seguro de la misma.
Para obtener mejores resultado cuando se trabaje con plásticos, se recomienda el uso del epoxi G/flex de WEST SYSTEM.
Eliminación del epoxi
Eliminación de epoxi no curado o que no cura. Rasque la máxima cantidad posible de material de la superficie usando un rascador rígido de metal o plástico – caliente el epoxi para reducir su viscosidad. Limpie el residuo con Disolvente Limpiador 850 de WEST SYSTEM. (Siga las indicaciones de seguridad que aparecen en los disolventes y proporcione una ventilación adecuada). Deje que los disolventes se sequen antes de aplicar una capa nueva. Después de aplicar una capa nueva de epoxi a superficies de madera, cepille el epoxi antes de que se seque (en el sentido de la veta) con un cepillo de alambre para mejorar la adherencia.
Eliminación de tejido de fibra de vidrio aplicado con epoxi. Utilice una pistola de calor para calentar y ablandar el epoxi. Empiece con una zona pequeña cerca de un rincón o un borde. Aplique calor hasta que pueda introducir una espátula o un formón debajo del tejido. Sujete el borde con un alicate y tire lentamente del tejido hacia arriba, calentando justo por delante de la separación. En zonas grandes, utilice un cutter o herramienta afilada para rayar/cortar el tejido y retírelo en tiras estrechas. La superficie texturada resultante puede ser recubierta, o el epoxi restante puede ser eliminado de la manera siguiente.
Eliminación de un recubrimiento de epoxi curado. Utilice una pistola de calor para ablandar el epoxi. Caliente una zona pequeña y utilice un rascador de pintura o similar para eliminar todo el recubrimiento posible. Lije la superficie para eliminar el material restante. Proporcione ventilación cuando caliente el epoxi.
